板材,、帶材或者異形板材激光測厚其測量點(diǎn)由上,、下兩個(gè)對射的激光測頭組成?;緶y量原理如圖所示:
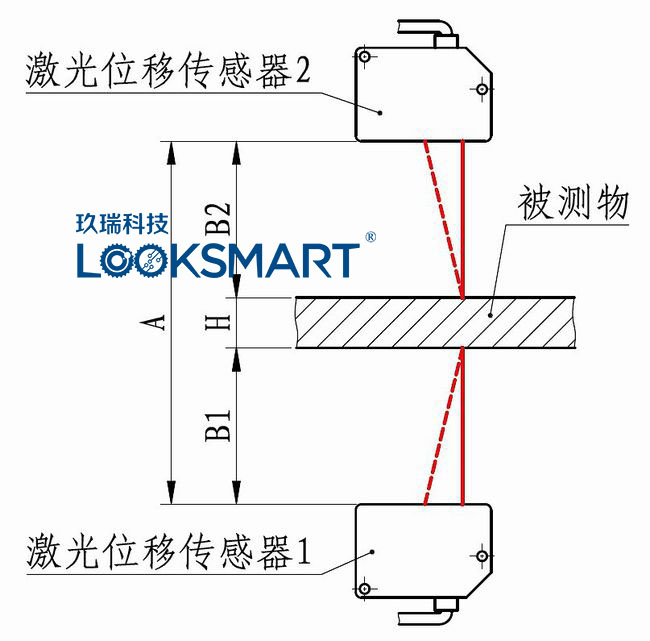
圖中激光測頭1和激光測頭2以固定間距A相對布置,,工作時(shí)激光測頭1發(fā)射一束激光照射被測物的下表面,下表面光斑的漫反射光再返回到激光測頭1內(nèi)的CCD芯片上,,通過對CCD芯片上光斑的位置分析和計(jì)算,,可以得到激光測頭1到被測物下表面的實(shí)際距離B1;同理可以得到激光測頭2到被測物上表面的距離B2,。用兩個(gè)測頭之間的間距A減去兩個(gè)測頭到被測物上下表面的距離B1,、B2即可得到被測物的厚度H。
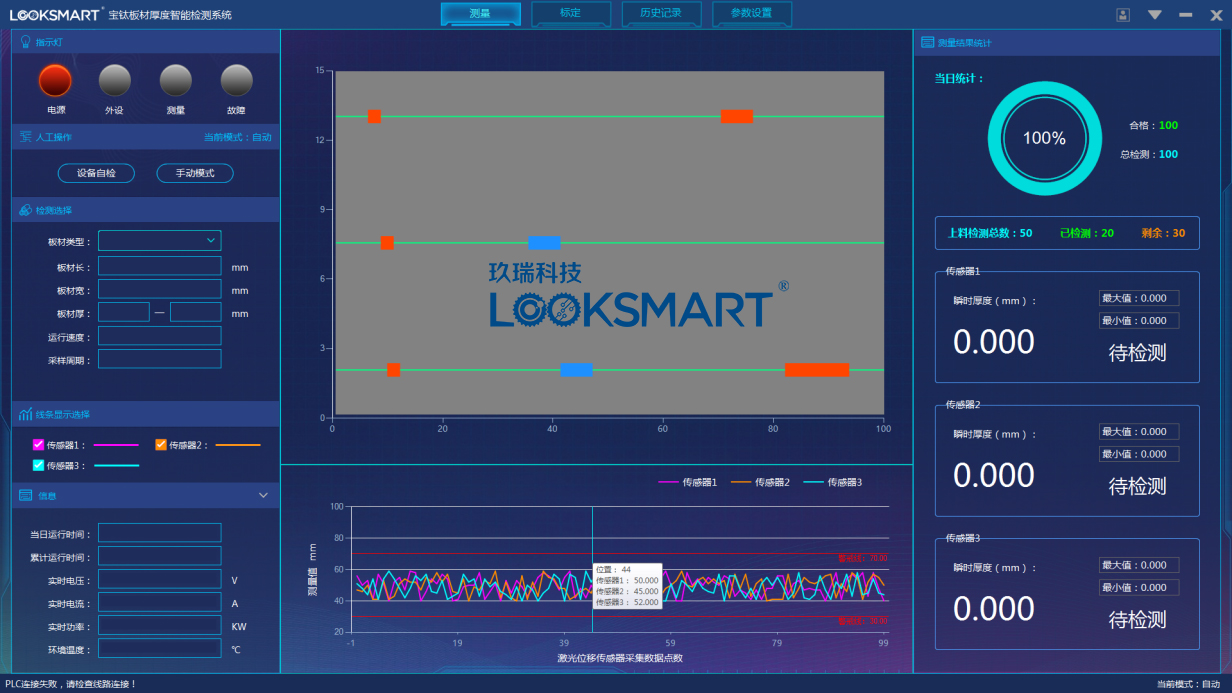
厚度檢測使用激光位移傳感器取樣,,采取3對雙向?qū)ι鋫鞲衅骱穸葴y量的方法,。
板材進(jìn)入測量區(qū)域后,3對傳感器進(jìn)行定點(diǎn)測量(其中2對傳感器,,板材寬度方向位置可調(diào)),,在傳送機(jī)構(gòu)運(yùn)行的過程中對板材的兩邊及中間部位進(jìn)行成對同步觸發(fā),取樣測厚,。取n組不同時(shí)刻的值,,形成3*n陣列厚度測量數(shù)據(jù),n不同的取值可以滿足不同長度板材的靈活應(yīng)用,。
以3000mm長板說明:傳送機(jī)構(gòu)的運(yùn)動(dòng)速度擬定300mm/s(速度可設(shè)定),,在傳送過程中,分別快速取樣(等間距或按照定點(diǎn)位置圖),,耗時(shí)10s,;可以滿足厚度測量需求(3*n的陣列測量);若傳感器采用3kHz頻率采樣,,10P/mm(每1mm單位長度有10個(gè)取樣點(diǎn))(傳感器最高采樣頻率高達(dá)80kHz),。取樣次數(shù)可根據(jù)需要靈活設(shè)定,可以滿足運(yùn)動(dòng)狀態(tài)下的精準(zhǔn)位置取樣。方案結(jié)構(gòu)如下圖所示,。
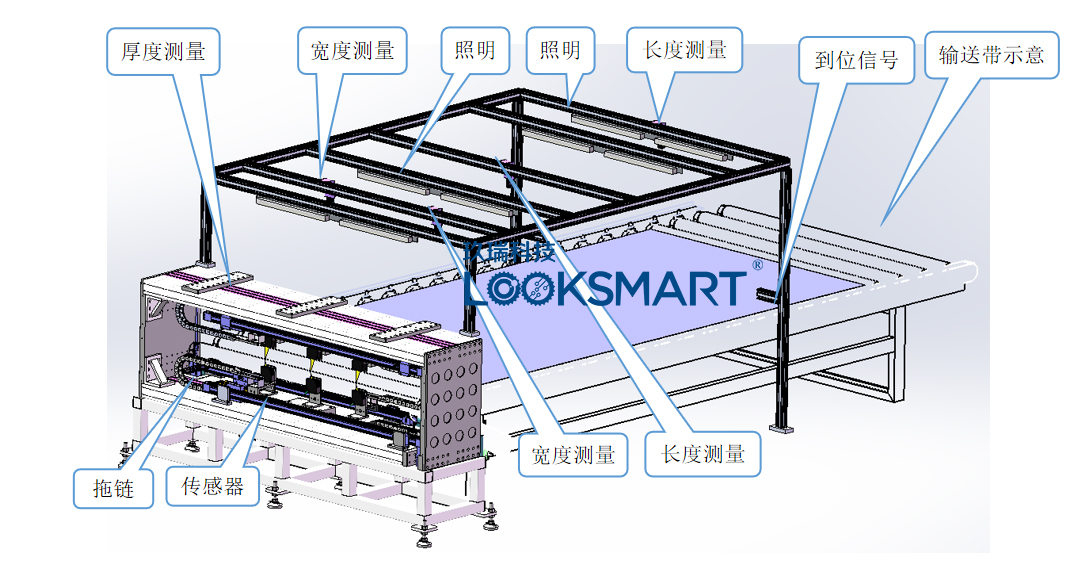
厚度測量系統(tǒng)圖
傳感器采用了實(shí)時(shí)表面補(bǔ)光專利技術(shù),。憑借優(yōu)異的RTSC功能,可在持續(xù)光照下測量物體的反射率,,并在同一光照周期內(nèi)對其進(jìn)行實(shí)時(shí)補(bǔ)光調(diào)整,使光照時(shí)間或光照強(qiáng)度得到優(yōu)化調(diào)節(jié),。因此當(dāng)被測物體表面變化時(shí),,仍可確保得到精確、穩(wěn)定的測量結(jié)果,。
真正意義的雙傳感器同步測量,。當(dāng)被測物體處于運(yùn)動(dòng)和振動(dòng)狀態(tài)時(shí),,完全同步對其進(jìn)行厚度或差值測量是保證測量精度的必要條件。在雙傳感器同步測量過程中,,一只傳感器被定義為主機(jī),,對從動(dòng)傳感器給出相應(yīng)的循環(huán)脈沖信號,,從而保證兩個(gè)傳感器的同步工作和測量精度,。U型結(jié)構(gòu)保證成對傳感器在結(jié)構(gòu)空間測量的同步一致性,。

該項(xiàng)技術(shù)還可應(yīng)用于帶材厚度檢測及類板材的異形材料厚度高精度檢測需求: