

關(guān)于公差與測量精度
一,、關(guān)于公差
(一)公差的定義
實(shí)際參數(shù)值的允許變動量,。參數(shù),既包括機(jī)械加工中的幾何參數(shù),,也包括物理,、化學(xué),、電學(xué)等學(xué)科的參數(shù)。所以說公差是一個(gè)使用范圍很廣的概念,。對于機(jī)械制造來說,,制定公差的目的就是為了確定產(chǎn)品的幾何參數(shù),使其變動量在一定的范圍之內(nèi),,以便達(dá)到互換或配合的要求,。
將以某個(gè)基準(zhǔn)值為基礎(chǔ),可允許誤差的******尺寸與最小尺寸之差稱為“公差”,。例如,,制造長度為50 mm的圓柱,若規(guī)定在±0.1 mm的誤差內(nèi)則為合格品,,則可以說“公差為±0.1 mm”,。
雖然圖紙上規(guī)定了長度為50 mm,,但實(shí)際制造品基本上都不會剛好是50 mm。無論使用多么高精度的加工設(shè)備,,都會產(chǎn)生如同49.997 mm,、50.025 mm這種極微小的誤差。另外,,在確認(rèn)制造品是否為規(guī)定長度(50 mm)的測量中,,可變因素也會引起測量值產(chǎn)生偏差。氣溫,、濕度變化引起的材質(zhì)膨脹,、收縮,因測量儀壓力產(chǎn)生的變形等都屬于變形因素,。
如上所述,,在制造工序和檢查工序中,必須考慮到相對于設(shè)計(jì)值的誤差,。若不允許產(chǎn)生誤差,,則可以說大部分的制造品都不合格。以設(shè)計(jì)值為基礎(chǔ),,在不引起各工序產(chǎn)生偏差的前提下,,設(shè)定可允許誤差范圍(可維持品質(zhì)的范圍),即為公差的作用所在,。
十0.15
如: 50 十0.15 為上偏差, 一0.05 為下偏差
一0.05
50是基本尺寸, 加工時(shí)******可以做到50.15, 最小可以做到49.95, 在49.95到50.15之間任何尺寸均是合格的, 它們的公差范圍是0.15 一(一0.05)=0.20.
(二)公差的分類
幾何參數(shù)的公差有尺寸公差、形狀公差,、位置公差等,。
1、尺寸公差,。指允許尺寸的變動量,,等于******極限尺寸與最小極限尺寸代數(shù)差的絕對值。
2,、形狀公差,。指單一實(shí)際要素的形狀所允許的變動全量,包括直線度,、平面度,、圓度、圓柱度,、線輪廓度和面輪廓度6個(gè)項(xiàng)目,。
3、位置公差,。指關(guān)聯(lián)實(shí)際要素的位置對基準(zhǔn)所允許的變動全量,,它限制零件的兩個(gè)或兩個(gè)以上的點(diǎn),、線、面之間的相互位置關(guān)系,,包括平行度,、垂直度、傾斜度,、同軸度,、對稱度、位置度,、圓跳動和全跳動8個(gè)項(xiàng)目,。公差表示了零件的制造精度要求,反映了其加工難易程度,。
(三)公差的設(shè)定
公差的設(shè)定需要滿足以下要求:
1.滿足產(chǎn)品的制造能力,,如果產(chǎn)品的制造能力達(dá)不到公差設(shè)定的要求,公差設(shè)定得再高也沒有意義;
2.通過公差分析,,設(shè)定的公差應(yīng)當(dāng)滿足產(chǎn)品的裝配,、功能、外觀和質(zhì)量等要求;
3.公差與產(chǎn)品的成本相關(guān),,公差越嚴(yán)格,,產(chǎn)品成本就越大,在滿足以上要求的前提下,,公差越寬松越好;
4.合理設(shè)計(jì)產(chǎn)品特征,,可以以較寬松的要求設(shè)定公差,從而降低產(chǎn)品成本,。
(四)確定公差的兩個(gè)基本要素
公差帶是由標(biāo)準(zhǔn)公差和基本偏差兩個(gè)基本要素確定的,,標(biāo)準(zhǔn)公差確定公差帶的大小,;基本偏差確定公差帶相對于零錢的位置,。
1、標(biāo)準(zhǔn)公差:標(biāo)準(zhǔn)公差是由國家標(biāo)準(zhǔn)規(guī)定的,,用于確定公差帶大小的任一公差,。公差等級確定尺寸的精確程度,國家標(biāo)準(zhǔn)把公差等組分為20個(gè)等級,,分別用IT01,、IT0、IT1~I(xiàn)T18表示,,稱為標(biāo)準(zhǔn)公差,,IT(International Tolerance)表示標(biāo)準(zhǔn)公差。當(dāng)基本尺寸一定時(shí),,公差等級愈高,,標(biāo)準(zhǔn)公差值愈小,,尺寸的精確度就愈高?;境叽绾凸畹燃壪嗤目着c軸,,它們的標(biāo)準(zhǔn)公差相等。為了使用方便,,國家標(biāo)準(zhǔn)把≤500的基本尺寸范圍分為 13尺寸段,,按不同的公差等級對應(yīng)各個(gè)尺寸分段規(guī)定出公差值,并用表的形式列出,。
2,、基本偏差;國家標(biāo)準(zhǔn)規(guī)定用來確定公差帶相對于零線位置的上偏差或下偏差,;一般為最靠近零線的那個(gè)偏差為基本偏差,。當(dāng)公差帶位于零線的上方時(shí),基本偏差為下偏差,;當(dāng)公差帶位于零錢的下方時(shí),,基本偏差為上偏差,如下圖示:

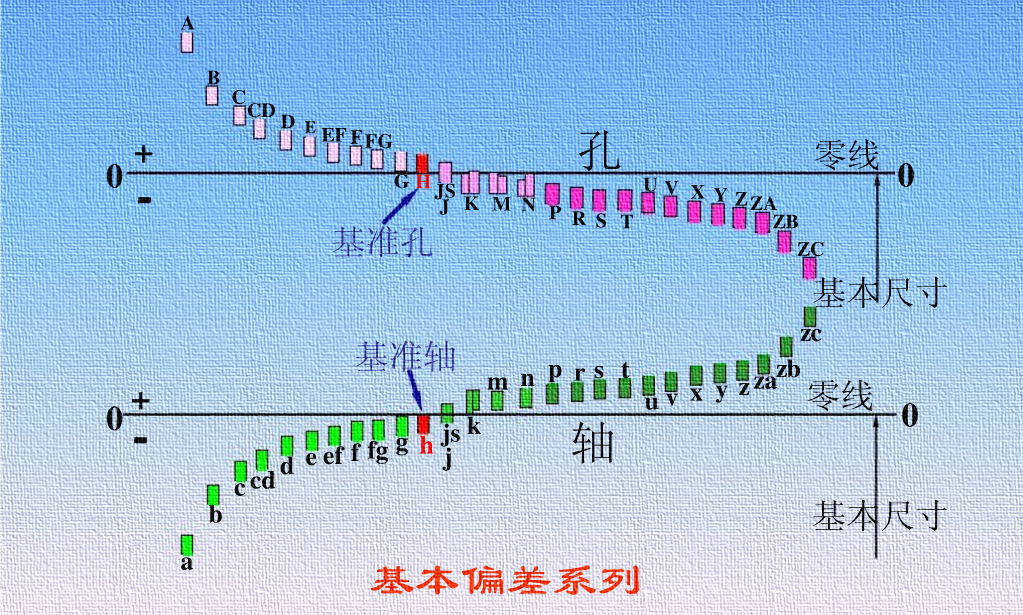
孔和軸的基本偏差系列見下圖,,基本偏差的代號用字母表示,,大寫代表孔,小寫代表軸,。在26個(gè)字母中,,除去易與其他混淆的I,L,,O,,Q,W(i,,l,o,,q,,w)5個(gè)字母外,采用21個(gè),。再加上用兩個(gè)字母CD,,EF,F(xiàn)G,,ZA,,ZB,ZC,,Js(cd,,ef,,fg,za,,zb,,zc,js)表示的7個(gè),,共有28個(gè)代號,,即孔和軸各有28個(gè)基本偏差。
1)基本偏差代號用拉丁字母表示,,大寫字母表示的基本偏差代號,,小寫字母表示軸的基本偏差代號。由于圖中用基本偏差只表示公差帶大小,,故公差帶一端畫成開口,。
2)本偏差從A~H為下偏差,J~ZC為上偏差,,JS的上下偏差分別為+IT/2和-IT/2,。
3)軸的基本偏差從a~h為上偏差,j~zc為下偏差,,js的上下偏差分別為+IT/2T和-IT/2,。孔和軸的另一偏差可由基本偏差和標(biāo)準(zhǔn)公差算出,。
(五)國家標(biāo)準(zhǔn)公差數(shù)值與等級
公差等級分為IT01,、IT0、IT1,、…,、IT18共20級,等級依次降低,,公差值依次增大,。IT表示國際公差。公差等級或公差數(shù)值選擇的基本原則是:應(yīng)使機(jī)器零件制造成本和使用價(jià)值的綜合經(jīng)濟(jì)************,,一般配合尺寸用IT5~I(xiàn)T13,,特別精密零件的配合用IT2~I(xiàn)T5,非配合尺寸用IT12~I(xiàn)T18,,原材料配合用IT8~I(xiàn)T14,。
準(zhǔn)公差值-d01888f0-5801-42fc-bbf7-afad044b4255.png)
二、關(guān)于測量精度
(一)精度定義
精度是指被測量的測量值之間的一致程度以及與真值的接近程度,。是反映儀表誤差大小的術(shù)語,。 由傳感器的基本誤差極限和影響量(如溫度變化、 濕度變化、 電源波動,、 頻率改變等) 引起的改變量極限確定,。
精度也即精密度、正確度和精確度的綜合概念,。從測量誤差的角度來說,,精確度(準(zhǔn)確度)是測得值的隨機(jī)誤差和系統(tǒng)誤差的綜合反映。如果進(jìn)一步解釋,,精密度,,系指在相同條件下,對被測量物進(jìn)行多次反復(fù)測量,,測得值之間的一致(符合)程度,。精度高,不一定正確度高,,也就是說,,測得值的隨機(jī)誤差小,不一定其系統(tǒng)誤差亦小,。精度指的是表示測量正確程度的標(biāo)準(zhǔn),。在“該測量儀的精度較高,可獲得預(yù)期的測量結(jié)果”,,“測量的精度降低,,也許需要進(jìn)行圖像校正”等情況下使用。將該標(biāo)準(zhǔn)適用于測量工序的項(xiàng)目為測量精度,。以使用的測量設(shè)備精度為基準(zhǔn),,判斷得到的準(zhǔn)確結(jié)果精確程度的尺度(指標(biāo))。測量儀的測量精度越高(=可更細(xì)致的測量),,越能進(jìn)行準(zhǔn)確地測量,。
精度這個(gè)詞應(yīng)用場合較多,比如設(shè)計(jì)精度,、加工精度,、儀器儀表精度等等,精度是和誤差相對的概念,,它是指達(dá)到某項(xiàng)功能時(shí)在各種因素影響下綜合誤差分布范圍的大小,。因此精度等級可以認(rèn)為是綜合誤差散布的精確程度的等級。如儀器儀表的精度等級,,就是考慮到多項(xiàng)誤差綜合后的等級。
舊國家標(biāo)準(zhǔn)GB-159-174-59中精度等級的定義是“實(shí)際尺寸制造的準(zhǔn)確程度的等級”,。 由于實(shí)際尺寸是通過加工和測量后得到的尺寸,,必須有制造和測量誤差來決定其精確程度。因此,,僅從尺寸的指標(biāo)來看,,使用精度等級也是成立的,,但作為通用術(shù)語,有其局限性,。再如儀器儀表的精度等級,,若僅考慮實(shí)際尺寸制造得如何那就更不確切了。而用“誤差散布的精確程度的等級”來定義精度等級就較為全面和科學(xué),。
(二)精度等級
在正常的使用條件下,,儀表測量結(jié)果的準(zhǔn)確程度叫儀表的準(zhǔn)確度。引用誤差越小,,儀表的準(zhǔn)確度越高,,而引用誤差與儀表的量程范圍有關(guān),所以在使用同一準(zhǔn)確度的儀表時(shí),,往往采取壓縮量程范圍,,以減小測量誤差。在工業(yè)測量中,,為了便于表示儀表的質(zhì)量,,通常用準(zhǔn)確度等級來表示儀表的準(zhǔn)確程度。準(zhǔn)確度等級就是******引用誤差去掉正,,負(fù)號及百分號,。準(zhǔn)確度等級是衡量儀表質(zhì)量優(yōu)劣的重要指標(biāo)之一。
1,、我國工業(yè)儀表精度等級有:一級標(biāo)準(zhǔn)(0.005,、0.02、0.05),、二級標(biāo)準(zhǔn)(0.1,、0.2、0.35,、0.4,、0.5)、一般工業(yè)標(biāo)準(zhǔn)(1.0,、1.5,、2.5、4.0),。 級數(shù)越小,,精度(準(zhǔn)確度)就越高。
2,、工業(yè)過程測量和控制用檢測儀表和顯示儀表精確度等級 有:0.01,,0.02,(0.03),0.05,,0.1,,0.2,(0.25),,(0.3),,(0.4),0.5,,1.0,,1.5,(2.0),,2.5,,4.0,5.0 ;共16個(gè),,其中括號里的5個(gè)不推薦使用,。依據(jù)標(biāo)準(zhǔn)為 《GBT 13283-2008 工業(yè)過程測量和控制用檢測儀表和顯示儀表精確度等級》。
精度數(shù)字越小說明儀表精確度越高.其計(jì)算式如下:
δ =(△max) /(А max) ×100%
式中: δ 為精度等級,; △max 為******測量誤差,; А max 為儀表量程
(三)精度的表示
精度常使用三種方式來表征:
1、******誤差占真實(shí)值的百分比,,如測量誤差3%;
2,、******誤差,如測量精度±0.02mm;
3,、誤差正態(tài)分布,,如誤差0%~10%占比例65%,誤差10%~20%占比例20%,,誤差20%~30%占10%,,誤差30%以上占5%。
比較以上三種表征方式,,可以看出:
1,、******誤差百分比方式簡單直觀。由于基于真實(shí)值,,不具體,。在不知道真實(shí)值的情況下,無法判讀誤差的具體大小,。
2,、******誤差方式簡單直觀,反應(yīng)了誤差的具體值,,但是有片面性,。
3,、誤差正態(tài)分布方式科學(xué)、全面,、系統(tǒng),但是表述較為復(fù)雜,,所以反而不如前兩種應(yīng)用廣泛,。
三、公差等級與精度等級的關(guān)系
公差等級是指幾何量參數(shù)精確程度的等級,。它具有適用于單一參數(shù)的應(yīng)用特征,,如公差等級IT7。
精度等級是指誤差散布的精確程度的等級,。具有適用于多參數(shù)或多因素誤差綜合作用結(jié)果的應(yīng)用特征,,如儀器儀表精度等級。
公差等級與精度等級既有區(qū)別又有聯(lián)系,。二者都可以是精度高低的標(biāo)志,,而精度等級卻包含著公差等級,反之則不然,。
從以上論述可知,,公差等級和精度等級有所不同,因此應(yīng)用起來應(yīng)有所區(qū)別,。但二者也有一定的關(guān)系,。在公差制創(chuàng)立的初期,公差等級的劃分與加工方法緊密相聯(lián),。 如舊國標(biāo)GB159-174-59中2級代表著磨削精度,,4級代表著精車的精度。在當(dāng)時(shí),,公差等級取名為精度等級是合理的,。隨著科學(xué)技術(shù)的進(jìn)步,新工藝新方法不斷出現(xiàn),,上述那種對應(yīng)關(guān)系就不恰當(dāng)了,。同時(shí),每種加工方法所能達(dá)到的精度等級也不是固定不變的,。比如,,若磨削精度定為2級,而現(xiàn)在鏡面磨削工藝已超過1級,,鏡面車削也可達(dá)到1級,,再者,舊國家標(biāo)準(zhǔn)相鄰精度之間的公差值是變動的,,沒有規(guī)律可循,,不能適應(yīng)現(xiàn)代化機(jī)械加工工藝發(fā)展的要求,,如繼續(xù)使用精度等級在概念上和規(guī)律上會造成混亂。所以新國家標(biāo)準(zhǔn)GB/T1800.1-97改用“標(biāo)準(zhǔn)公差等級”是正確和合理的,。它的確是幾何量參數(shù)精確程度的等級,,并且和國際標(biāo)準(zhǔn)ISO的規(guī)定一致。
公差等級與精度等級可以同時(shí)應(yīng)用在同一零件上,,但二者并不矛盾,。比如,國家標(biāo)準(zhǔn)GB197-81《普通螺紋公差與配合》中,,規(guī)定了內(nèi),、外螺紋各直徑的公差等級,同時(shí)根據(jù)螺紋的公差帶和短,、中,、長旋合長度的不同,產(chǎn)生的累積誤差也不一樣,,又將螺紋分為3 種精度等級,,即精密級、中等級和粗糙級,。很顯然螺紋的精度與旋合長度有關(guān),,在同一精度等級中,不同的旋合長度,,對中徑采用不同的公差等級,,通常S組比N組高一級,N組比L組高一級,,而且相同的旋合長度內(nèi),,不同的精度等級對中徑采用不同的公差等級。通常精密級比中等級高1-2級,,中等級比粗糙級高1-2級,。由此可見,公差等級與精度等級在同一零件上同時(shí)使用是十分協(xié)調(diào)的,。
如設(shè)計(jì)某零件孔的要求為Φ30H7,,我們認(rèn)為該孔的公差等級為IT7。當(dāng)零件通過加工和測量后,,其實(shí)際尺寸在 Φ30-Φ30.021之間時(shí),,就可以說該孔的精度等級為7級,IT7就是該零件精度高低的標(biāo)志,。從同時(shí)使用公差等級和精度等級的螺紋標(biāo)準(zhǔn)來看,,公差等級高則標(biāo)志著精度等級也高。而精度等級高,,公差等級則必定高,。從這里不難看出,,二者是彼此緊密聯(lián)系的。在機(jī)械工程中,,大家對公差等級和精度等級應(yīng)有一個(gè)正確的理解和全面的認(rèn)識,。
四、公差等級與精度間的轉(zhuǎn)換
玖瑞科技長期從事利用機(jī)器視覺為主的技術(shù)手段進(jìn)行測量,,選擇什么樣的標(biāo)準(zhǔn)對設(shè)計(jì)公差與系統(tǒng)測量精度之間進(jìn)行轉(zhuǎn)換,,有著較為豐富的工程實(shí)際意義。
如:一個(gè)設(shè)計(jì)真值為Amm,,最小公差為1.2mm的設(shè)計(jì)工件或產(chǎn)品,從設(shè)計(jì)規(guī)則來看,,測量結(jié)果表達(dá)為A-0.6mm-----A+0.6mm之間的任意測量結(jié)果均為合格品,,但如上述系統(tǒng)測量誤差的存在,現(xiàn)實(shí)中卻不一定100%這么肯定,。
1,、選擇1/1精度為0.6mm的測量系統(tǒng)對其測量時(shí):
由于測量系統(tǒng)會把0-0.6mm之間的任意值均視為0.6mm對待,故示數(shù)A+0.6時(shí),,其真值范圍為:A+1.2----A,;示數(shù)A-0.6時(shí),其真值范圍為:A-1.2-----A,。
概括來講,,測量合格也不一定真的100%合格,測量不合格也不一定真的100%不合格,,具體分析為:測量示數(shù)值為A時(shí)一定100%合格,,隨著接近A+0.6/A-0.6時(shí),顯示合格但不一定合格的比例在增加,;顯示數(shù)A+0.6---A+1.2及A-0.6----A-1.2時(shí),,不合格但會一定比例的合格品。顯示數(shù)大于A+1.2及小于A-1.2的一定100%的不合格,。
2,、選擇1/2精度為0.3mm的測量系統(tǒng)對其測量時(shí):
由于測量系統(tǒng)會把0-0.3mm之間的任意值均視為0.3mm對待,故示數(shù)A+0.6時(shí),,其真值范圍為:A+0.9----A+0.3,;示數(shù)A-0.6時(shí),其真值范圍為:A-0.9-----A-0.3,。
概括來講,,測量合格也不一定真的100%合格,測量不合格也不一定真的100%不合格,,具體分析為:測量示數(shù)值為A-0.3-----A+0.3時(shí)一定100%合格,,隨著接近A+0.6/A-0.6時(shí),,顯示合格但不一定合格的比例在增加;顯示數(shù)A+0.6---A+0.9及A-0.6----A-0.9時(shí),,不合格但會一定比例的合格品,。顯示數(shù)大于A+0.9及小于A-0.9的一定100%的不合格。
3,、選擇1/3精度為0.2mm的測量系統(tǒng)對其測量時(shí):
由于測量系統(tǒng)會把0-0.2mm之間的任意值均視為0.2對待,,故示數(shù)A+0.6時(shí),其真值范圍為:A+0.8----A+0.4,;示數(shù)A-0.6時(shí),,其真值范圍為:A-0.8----A-0.4。
概括來講,,測量合格也不一定真的100%合格,,測量不合格也不一定真的100%不合格,具體分析為:測量示數(shù)值為A+0.4----A-0.4時(shí)一定100%合格,,隨著接近A+0.6/A-0.6時(shí),,顯示合格但不一定合格的比例在增加;顯示數(shù)在A+0.6----A+0.8及A-0.6---A-0.8時(shí),,顯示不合格但會有一定比例的合格品,。顯示數(shù)大于A+0.8及小于A-0.8的一定100%不合格。
4,、選擇1/6精度為0.1mm的測量系統(tǒng)對其測量時(shí):
由于測量系統(tǒng)會把0-0.1mm之間的任意值均視為0.1對待,,故示數(shù)A+0.6時(shí),其真值范圍為:A+0.7----A+0.5,;示數(shù)A-0.6時(shí),,其真值范圍為:A-0.7----A-0.5。
概括來講,,測量合格也不一定真的100%合格,,測量不合格也不一定真的100%不合格,具體分析為:測量示數(shù)值為A+0.5----A-0.5時(shí)一定100%合格,,隨著接近A+0.6/A-0.6時(shí),,顯示合格但不一定合格的比例在增加;顯示數(shù)在A+0.6----A+0.7及A-0.6---A-0.7時(shí),,顯示不合格但會有一定比例的合格品,。顯示數(shù)大于A+0.7及小于A-0.7的一定100%不合格。
由可見選擇的精度越高,,測量的準(zhǔn)確性越高,,但成本預(yù)算也會越高,要根據(jù)民用級,、工業(yè)普通級,、工業(yè)高精度級,、軍工級、航空級等不同的需求選擇不同的測量精度來進(jìn)行系統(tǒng)設(shè)計(jì)尤為重要,,玖瑞科技致力于視覺技術(shù)測量領(lǐng)域,,積累了較為豐富的工程實(shí)踐經(jīng)驗(yàn)可為你提供參考。

